C осі бар CH61200L CNC бұру орталығы
Қысқаша нұсқау
Бұл машина C осімен, X және Z осімен біріктірілген, үш ось көп функциялы және жоғары кесу тиімділігімен біріктіріліп, бірге қозғала алады.
SIEMENS 828D CNC жүйесімен біріктірілген.
Шпиндельдің айналу жиілігінің екі берілістері және берілістердегі қадамсыз жылдамдық, гидравликалық беріліс ауысуы, сызық жылдамдығын тұрақты кесу.Негізгі шпиндельді қозғалтқыш - SIEMENS 37KW айнымалы ток сервомоторы, жылдамдықты төмендетіңіз және айналу моментін берілістер бойынша арттырыңыз, шпиндельдің жылдамдығы 5-200 айн/мин.
C осі жоғары дәлдіктегі айнымалы ток сервоқозғалтқышымен және гидравликалық автоматты құлыптаумен және нақты позицияны анықтау үшін айналмалы тормен индекстелген;X осі бүйірлік қозғалысты жүзеге асыру үшін SIEMENS айнымалы сервоқозғалтқышты және жоғары дәлдіктегі шарикті бұрандалы жұпты қабылдайды, Z осі бойлық қозғалыс үшін SIEMENS айнымалы сервомотор жетегі жоғары дәлдіктегі құрт редукторын қабылдайды, X, Z осінің екеуі де нақты позицияны анықтауға арналған тормен жабдықталған, жақсы орналасу дәлдігімен және қайталанатын позициялау дәлдігімен жабық циклды басқару
машинаны пайдалану
Бұл жоғары жылдамдықты болатпен және қатты қорытпалы құралмен шойын, болат және түсті металдарды өңдеуге жарамды жоғары тиімді кескіш станок.Бұл сыртқы шеңберді, шеткі бетті бұру, ойықты кесу, кесу, ішкі тесікті кесу, фрезерлік кілттер, спиральды ойықты фрезерлеу, бұрғылау және бұрау болуы мүмкін.
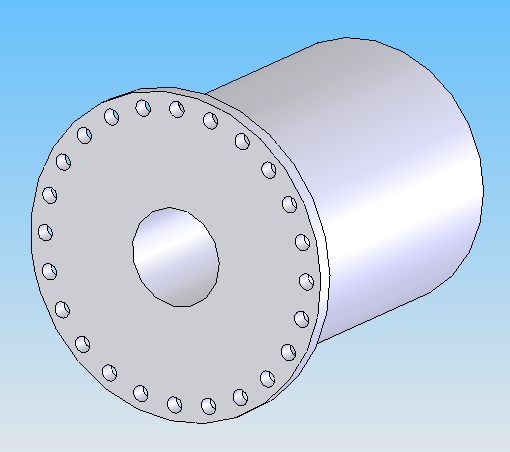
Дайындаманың эскиздік картасы:

Фрезерлік кілттер

Қадамды өзгертетін фрезерлік жіп
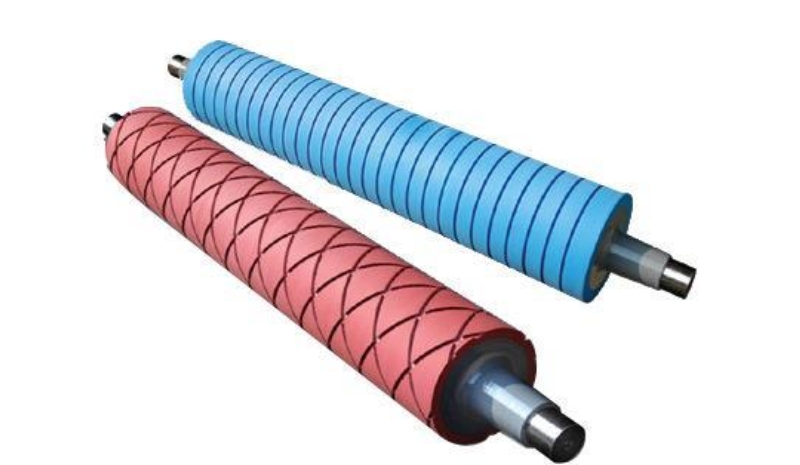
Фрезерлік спиральды ойық, шкала үлгісі
параметрі мен сыйымдылығы
| Бағыттаушы жолдың ені | 1100мм |
| Макс.төсек үстіндегі бұрылыс диаметрі | φ2040мм |
| Макс.құрал бағанының үстінен бұрылу диаметрі | φ1500мм |
| Макс.дайындаманың ұзындығы | 12000мм |
| Макс.орталық арасындағы дайындаманың салмағы | 10Т |
| негізгі беріліс | |
| Шпиндельдің алдыңғы мойынтіректері | φ220мм |
| Шпиндель жылдамдығы диапазоны | 5-200р/мин |
| Шпиндель саңылауының диаметрі | φ130мм |
| Шпиндель тесігінің алдыңғы конусы | метрика №140 |
| Негізгі қозғалтқыш қуаты, сервомотор | 37кВт |
| спец.шпиндель ұшынан | 1:30 |
| жем беру | |
| X осінің қозғалысы | 85 мм |
| z осінің қозғалысы | 11800мм |
| x осінің жылдам жүру жылдамдығы | 4м/мин |
| z осінің жылдам жүру жылдамдығы | 4м/мин |
| Сервоқозғалтқыш моменті od x осі | 27Нм |
| Сервоқозғалтқыш моменті od z осі | 36Нм |
| Көлденең 8 позициялық қуат мұнарасы | 0.5.473.532.8 |
| Құрал-сайманның кесіндісінің өлшемі | 32ммx32мм |
| Бөртпелер | |
| Құйрық бұтақтың түкті диаметрі | φ260мм |
| Квилл саяхаты | 300мм |
| Қылқаламның конустық тесігі | метрика №80 |
| Көмекші тұрақты демалыс (2 жиынтық) | |
| Жабық тұрақты демалыс | φ400-φ700мм |
| чак | |
| Төрт жақ патрон | φ1600мм |
| C осі | |
| Макс.қысылған жағдайда момент | 3000Нм |
| C осінің орналасу дәлдігі | 36 дюйм |
| C осінің орналасу дәлдігін қайталаңыз | 18 дюйм |
Негізгі құрылым
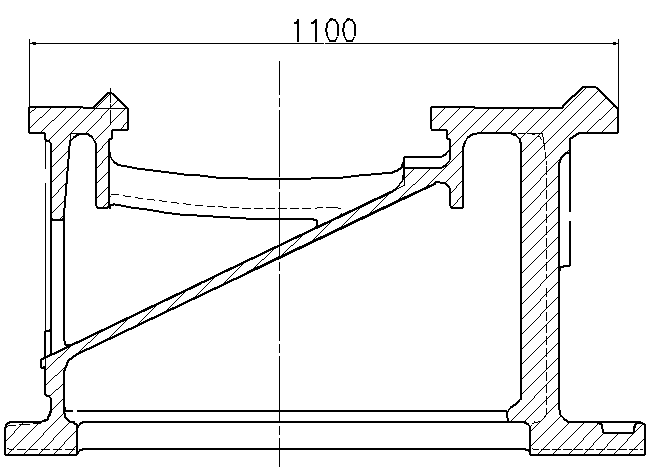
1) төсек
Кереует ені 1100 мм және жоғары беріктігі бар шайырлы құм құйылған едендік төсек болып табылады.Материал HT300.Кереует күшті қаттылық, үлкен көтеру қабілеті және жақсы тұрақтылық артықшылықтарына ие
Бағыттау жолы - бір тау және бір тегіс құрылым, бағыттаушы жолдың қаттылығы HRC52-ден жоғары, қалың қатаю тереңдігі ұнтақталғанда пайдалы.
Кереует корпусының ішкі қуысы W пішінді арматуралық қабырғамен қамтамасыз етілген, ол машина төсегінің қаттылығын айтарлықтай нығайтады және мойынтіректердің салмағына байланысты деформацияны азайтады.
Төсек құймасы ескіргеннен кейін ол құймадағы қалдық кернеуді жоя алады және машинаны өңдеу және пайдалану кезінде қалдық кернеудің босатылуын азайтады.
Кереуеттің артқы жағында чиптерді кетіруге арналған көлбеу және доғалы тесіктер бар.Чип, салқындатқыш, майлау майы және т.б. тікелей чип науасына шығарылады.Сондықтан чипті тазалау ыңғайлы, ал салқындатқыш сұйықтықты қайта өңдеуге болады
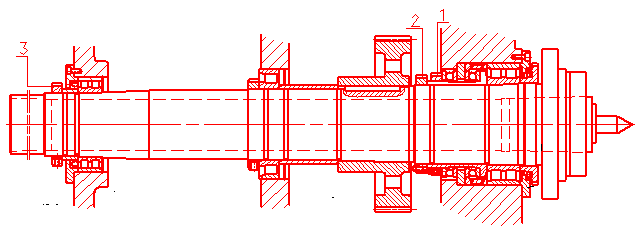
2) Бас тірек
Шпиндель үш нүктелі тіреуді қабылдайды, оның алдыңғы шеті бекітілген ұшы, ортаңғы және артқы ұштары қозғалатын ұшы, алдыңғы және артқы ұштары негізгі тірек, ал ортасы қосалқы тірек ретінде болады.Осьтік орналасу шпиндельдің алдыңғы ұшында орнатылады, осылайша шпиндель қыздырылғаннан кейін артқа қарай созылады, бұл шпиндельдің термиялық ұзаруының станоктың дәлдігіне әсерін болдырмайды.
Токарлық станоктың негізгі жетегі Siemens айнымалы ток шпиндельді қозғалтқышымен белдік шкив, тісті беріліс және төрт сатылы гидравликалық автоматты ауыстыру арқылы жүзеге асырылады.Шпиндельдің тұрақты айналу моменті ауқымы үлкен және тұрақты сызықтық жылдамдықты кесуді жүзеге асыруға болады.Шпиндельді мойынтірек - бұл жоғары дәлдікпен және қатты қаттылықпен ерекшеленетін мойынтірек.
Бас тірек күшті маймен майланады, ал бастың тісті доңғалақтары мен подшипниктері арнайы май сорғымен майланады.Шпиндельдің алдыңғы шеті лабиринт пен ойықтың қос тығыздағыш құрылымын қабылдайды, ол майдың ағуын және бөгде заттардың бас бағанға енуін тиімді болдырмайды.
3): құрал посты
Неміс SAUTER 8 позициясының көлденең мұнарасын 0.5.473.532.8 қабылдаңыз, бұл мұнараның сыртқы шеңберді, шеткі бетін және бұрандаларын кесу, сонымен қатар фрезерлеу, бұрғылау және бұрау функциясы бар.Бұл мұнара оған орнатылған SIEMENS сервомоторымен басқарылады және келесі керек-жарақтармен біріктірілген.
| Сер.Жоқ. | Аты | Түр | Саны |
| 1 | Қуат мұнарасы | 0.5.473.532.8 | 1 |
| 2 | Кескіш басы | 0.5.901.032/077790 | 1 |
| 3 | 0-дәрежелі электр кескіш ұстағышы | 0.5.921.106-117859 | 1 |
| 4 | 90 градустық электр кескіш ұстағышы | 0.5.921.206-117866 | 1 |
| 5 | Сыртқы шеңберді кесетін кескіш ұстағыш | B2-60X32X60-113908 | 2 |
| 6 | Ішкі шеңбер кескіш кескіш ұстағыш | E2-60X50-113961 | 2 |

4)Z және X осі:
X осінің шарикті бұрандасының диаметрі φ40x5, Z осі тірек пен беріліспен қозғалады, тістер модулі m=5, ал z осі торлы сызғыштың кері байланысы арқылы толық жабық контурды басқаруды қабылдайды.
5) Құйрық қоры
Төменгі бөлік үстіңгі және астыңғы бөліктен тұрады, үстіңгі бөлігінде шілтер мен ортаңғы сызықты реттейтін ұйым орнатылған.Шұңқырдың қозғалысы қозғалтқышпен қозғалады.Құйрық бұтақтың қылы айнала алады.
6) майлау жүйесі
Мойынтіректер бағаналардағы, тісті доңғалақтардағы және басқа да корпустардағы подшипниктерді майлау арнайы сорғымен қамтамасыз етіледі, шарикті бұрандалы мойынтіректерді майлау және машинаның әрбір майлау нүктесі үзік-үзік және концентративті майлауды қабылдайды және майлау уақыты реттеледі, осылайша ол майлау майды ысырап етуді тиімді болдырмайды және машинаның динамикалық реакциясын және бағыттаушы жолдың және шарикті бұранданың қызмет ету мерзімін тиімді жақсарта алады.
гидравликалық жүйе
Гидравликалық жүйе шпиндельдің айналу жиілігін және бастардағы берілістердің мәжбүрлі салқындатқышын автоматты түрде өзгерту үшін, сондай-ақ С осін автоматты түрде құлыптау үшін қолданылады.
7) C осі
C осі сервоқозғалтқышпен басқарылады, шпиндель мен С осінің беріліс режиміне автоматты түрде ауыса алады, шпиндельдің артқы жағында C осінің жоғары дәлдіктегі айналмалы торы және тежегіштің демпферлік механизмі жабдықталған.Тұтас тұйық циклді өлшеу жүйесімен.
Машинаның дәлдігі
| Сыртқы шеңберді кесуді аяқтаңыз | 0,005 мм |
| Өңдеу консистенциясы, ұзындығы 300 мм | 0,03 мм |
| Тегіс кесудің тегістігі, | |
| диаметрі 300 мм | 0,025 мм, ойыс |
| X осі | |
| позициялау дәлдігі | X≤0,03мм |
| орналасу дәлдігін қайталаңыз | X≤0,012мм |
| Z осі | |
| Орналасу дәлдігі, ұзындығы 10000 мм | X≤0,13мм |
| Орналастыру дәлдігін қайталаңыз | X≤0,05мм |
| C осі | |
| позициялау дәлдігі | 36” |
| орналасу дәлдігін қайталаңыз | 18” |